Lors de la sélection des fraises rotatives en carbure de tungstène, la plupart des acheteurs se concentrent sur la qualité du carbure, la dureté ou la taille de la queue, mais négligent souvent l'un des facteurs de performance les plus importants : la géométrie des dents.
La conception des dents (également appelée rainure ou motif de coupe) détermine directement la vitesse de coupe, l'efficacité de l'enlèvement des copeaux, l'état de surface, la génération de chaleur et la durée de vie de l'outil.
Si vous êtes un distributeur d'outils, un acheteur industriel ou un responsable des achats d'usine, comprendre la géométrie des dents vous aidera à choisir la bonne fraise en carbure pour chaque application et à éviter des coûts d'outillage inutiles.
Qu'est-ce que la géométrie des dents dans les fraises rotatives en carbure ?
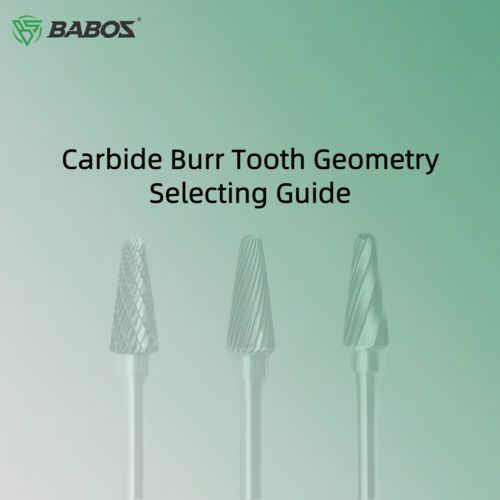
La géométrie des dents fait référence à la forme, à la taille et à la disposition des arêtes de coupe sur la tête de la fraise en carbure. Ces dents de coupe enlèvent la matière par meulage rotatif à grande vitesse, et la structure des dents contrôle :
- La manière dont la matière est enlevée de manière agressive
- La douceur avec laquelle la fraise coupe
- La manière dont les copeaux sont évacués
- La durée de vie de la fraise
Un motif de dents bien conçu améliore l'efficacité de coupe de 30 à 50 % et réduit considérablement l'usure de l'outil.
Types de dents courants des fraises en carbure
Type de dent
Apparence
Acier, fonte
Caractéristiques
Simple coupe (SC)
Dents en spirale dans une direction
Acier inoxydable, acier allié
Enlèvement rapide de la matière
Double coupe (DC)
Dents croisées
Acier inoxydable, acier trempéFinition plus lisse, coupe stable
Coupe aluminium (AL)
Grande simple rainure
Aluminium, laiton, plastiques
Anti-encrassement
Comparaison des performances : coupe simple, double coupe et coupe aluminium
Facteur de performance
Coupe simple
Coupe agressive
Stabilité sous la chaleur
Coupe nette
★★★★
★★★
Idéal pour
Stabilité des vibrations
★★
★★★★
★★★
Idéal pour
★
★★★★
★★★
Stabilité des vibrations
★★
★★★★
★★★
Idéal pour
Acier, fonte
Acier inoxydable, acier allié
Aluminium, cuivre
*
Si vous vendez à des ateliers ou à des distributeurs de métaux, incluez toujours les 3 types de dents dans votre catalogue, ils couvrent 90 % des besoins du marché.Comment la géométrie des dents affecte les performances de coupe
1. Efficacité d'enlèvement des copeaux : les conceptions à grandes rainures enlèvent les copeaux plus rapidement (idéal pour l'aluminium), tandis que les dents croisées réduisent la taille des copeaux (idéal pour l'acier inoxydable).
2. Vitesse de coupe : une géométrie de rainure agressive augmente le taux d'enlèvement, mais nécessite également un régime plus élevé et des outils stables.
Vitesses de fonctionnement recommandées
Diamètre de la tête de la fraise (tr/min)
3 mm (1/8")
6 mm (1/4")
10 mm (3/8")
12 mm (1/2")
16 mm (5/8")
Vitesse de fonctionnement maximale
90000
65000
45000
35000
25000
20000
Plage utilisable
60000-80000
30000-45000
10000-50000
7000-30000
6000-20000
Vitesse de démarrage recommandée
80000
45000
25000
20000
15000
3. Génération de chaleur : mauvais type de dent = chaleur excessive = usure de l'outil + brûlures sur la pièce.
Plage utilisable
60000-80000
22500-60000
15000-40000
11000-30000
9000-20000
Vitesse de démarrage recommandée
80000
45000
30000
25000
20000
15000
Plage utilisable
60000-80000
30000-45000
30000-40000
22500-30000
18000-20000
Vitesse de démarrage recommandée
80000
40000
30000
25000
20000
15000
Plage utilisable
60000-80000
30000-45000
19000-30000
15000-22500
12000-18000
Vitesse de démarrage recommandée
80000
40000
25000
20000
15000
3. Génération de chaleur : mauvais type de dent = chaleur excessive = usure de l'outil + brûlures sur la pièce.
4. Vibrations et stabilité : les fraises à double coupe réduisent les vibrations et améliorent le contrôle, ce qui est idéal pour les opérations de meuleuse à matrice manuelle.
5. Durée de vie de l'outil : une géométrie de dent optimisée réduit le frottement et le chargement, ce qui prolonge la durée de vie de la fraise de 25 à 40 %.
Choisir la bonne géométrie de dent pour différents matériaux
Matériau
Type de dent recommandé
Raisons de la recommandation
Acier au carbone
Coupe simple
Coupe agressive
Acier inoxydable
Double coupe
Stabilité sous la chaleur
Acier trempé
Double coupe
Stabilité sous la chaleur
Aluminium
Coupe aluminium
Coupe nette
Titane
Double coupe
Stabilité sous la chaleur
Laiton/Cuivre
Coupe aluminium
Coupe nette
FAQ - Les acheteurs demandent également
Q1 : Quel type de dent de fraise en carbure dure le plus longtemps ?
Les fraises à double coupe offrent généralement le meilleur équilibre entre vitesse et durée de vie de l'outil.
Q2 : Puis-je demander une géométrie de dent spéciale ?
Oui, la personnalisation OEM de la conception des dents est disponible pour les commandes en volume.
Q3 : Quel type de dent est le meilleur pour l'acier inoxydable ?
Fraises à double coupe : réduisent le durcissement, contrôle plus souple.
Conclusion
La géométrie des dents contrôle directement la vitesse de coupe, l'enlèvement des copeaux, l'état de surface, la chaleur et la durée de vie de l'outil. Choisir la bonne conception de dent signifie des performances supérieures et des coûts d'outillage inférieurs.
Nous fabriquons des fraises rotatives en carbure de tungstène pour les distributeurs d'outils et les utilisateurs industriels du monde entier
. Nous avons les principaux avantages suivants :- Carbure à grains ultrafins WC
- Meulage de précision CNC à 5 axes
- Brasage argenté haute résistance
- Géométrie des dents standard et personnalisée
- Prix d'usine en vrac + livraison rapide
Il existe actuellement deux méthodes de soudage principales sur le marché: le brasage au cuivre à fond plat et le brasage au cuivre à fond plat.brasage à l'argent.Décrivons brièvement les avantages et les inconvénients de ces deux méthodes de soudage, qui peuvent aider les clients à faire un meilleur choix.
Soudure au cuivre par trou de queue
• Avantages:coût réduit, plus grande surface de contact pour le soudage, résistance théoriquement plus élevée.
• Inconvénients:processus de soudage complexe, température de soudage élevée ((environ 1100°C), impact significatif sur la structure de l'outil, potentiel d'instabilité des performances.Les températures élevées peuvent provoquer des fissures dans l'alliage dur., une tension de soudage concentrée et une plus grande fluctuation de la qualité.
Soudage à l'argent à fond plat
•Avantages: structure de soudage simple, faible contrainte de soudage, température de soudage requise plus basse ((environ 800°C), meilleure préservation des performances de l'alliage et de la tige d'acier.Une résistance de soudage plus élevéeLa conception du noyau réduit efficacement les contraintes de soudage et élimine les micro fissures.
• Inconvénients: coût plus élevé.
Si des performances élevées,un fonctionnement à grande vitesse et une longue durée de vie de la file rotative en alliage dur sont requis,il est recommandé de souder l'argent à fond plat.il offre une meilleure stabilité et fiabilité.Si le coût est préoccupant et que le scénario d'utilisation n'impose pas d'exigences élevées pour les performances de l'outil, le soudage au cuivre par trou de queue est également une option à envisager.
La technologie de brasage et le choix du matériau de brasage déterminent directement le niveau de qualité de la fraise rotative en carbure.
La technologie de soudage des fraises rotatives en carbure est l'un des facteurs clés qui affectent leur qualité. Le choix des matériaux de soudage et des procédés de soudage détermine directement le niveau de qualité des fraises rotatives en carbure.
Sélection des matériaux de soudage : Les fraises rotatives en carbure utilisent un matériau de brasage argenté à âme sandwich, qui a de l'argent aux deux extrémités et une couche centrale en alliage de cuivre entre les deux. La température de soudage pour ce matériau est d'environ 800°C, ce qui est beaucoup plus bas par rapport à la température de soudage de 1100°C requise pour les matériaux de brasage au cuivre. Cela limite considérablement les dommages aux propriétés du carbure, réduit les contraintes de soudage, empêche les microfissures dans le carbure et offre une meilleure résistance au soudage.
Sélection des méthodes de soudage : Il existe actuellement deux principales méthodes de soudage sur le marché : le brasage argenté à fond plat et le brasage au cuivre à trou de queue. Le brasage argenté à fond plat a une structure plus simple, des contraintes de soudage plus faibles et une température de soudage requise plus basse, ce qui préserve mieux les performances de l'alliage et de la tige en acier. D'un autre côté, le brasage au cuivre à trou de queue peut économiser du matériau en carbure et est moins cher, mais la température de soudage plus élevée peut endommager les propriétés du carbure.
Équipement et procédé de soudage : L'utilisation de machines à souder automatiques est un élément crucial du processus. Dans le processus de soudage automatique, la pointe en carbure et la tige en acier peuvent s'aligner automatiquement pour le brasage sans intervention manuelle, assurant ainsi grandement la stabilité de la qualité du soudage et une excellente coaxialité entre la tige en acier et la pointe en carbure après le soudage.
En tant qu'entreprise avec plus de dix ans d'expérience dans la recherche et le développement de matériaux en carbure, Chengdu BABOS Cutting Tools possède une profonde compréhension des performances des matériaux en carbure. Pendant le processus de soudage des fraises rotatives, nous utilisons une technologie de brasage argenté à fond plat entièrement automatisée, qui protège grandement les performances de l'alliage et assure une excellente coaxialité entre la tige en acier et la pointe en carbure.
Introduction
Lors de la conception de fraises en bout en carbure pour l'aluminium, il est essentiel de prendre en compte de manière exhaustive la sélection des matériaux, la géométrie de l'outil, la technologie de revêtement et les paramètres d'usinage. Ces facteurs garantissent un usinage efficace et stable des alliages d'aluminium tout en prolongeant la durée de vie de l'outil.
1. Sélection des matériaux
1.1 Substrat en carbure : Le carbure de type YG (par exemple, YG6, YG8) est privilégié en raison de sa faible affinité chimique avec les alliages d'aluminium, ce qui permet de réduire la formation d'arêtes rapportées (BUE).
1.2 Alliages d'aluminium à haute teneur en silicium (8 %–12 % Si) : Des outils revêtus de diamant ou du carbure à grains ultrafins non revêtu sont recommandés pour éviter la corrosion de l'outil induite par le silicium.
1.3 Usinage à haute brillance : Des fraises en bout en carbure de tungstène à haute rigidité avec un polissage de bord de précision sont suggérées pour obtenir un état de surface miroir.
2. Conception de la géométrie de l'outil
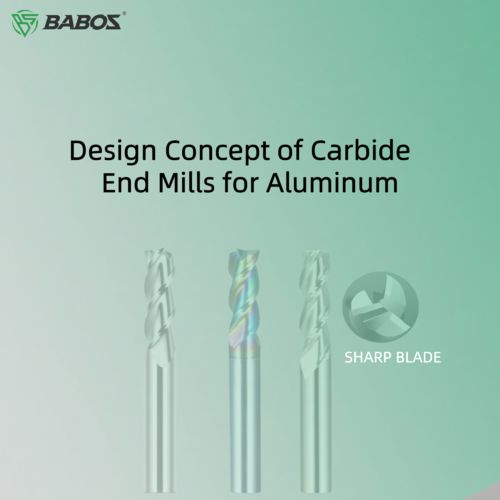
2.1 Nombre de dents : Une conception à 3 dents est couramment utilisée pour équilibrer l'efficacité de coupe et l'évacuation des copeaux. Pour l'ébauche des alliages d'aluminium aérospatiaux, une fraise en bout à 5 dents (par exemple, Kennametal KOR5) peut être choisie pour augmenter la vitesse d'avance.
2.2 Angle d'hélice : Un angle d'hélice important de 20°–45° est recommandé pour améliorer la douceur de coupe et réduire les vibrations. Des angles excessivement importants (> 35°) peuvent affaiblir la résistance des dents, il est donc nécessaire de trouver un équilibre entre l'affûtage et la rigidité.
2.3 Angles de dépouille et de coupe : Un angle de coupe plus important (10°–20°) réduit la résistance à la coupe et empêche l'adhérence de l'aluminium. Les angles de dépouille sont généralement de 10°–15°, réglables en fonction des conditions de coupe, pour équilibrer la résistance à l'usure et les performances de coupe.
2.4 Conception de la gorge à copeaux : Des gorges en spirale larges et continues assurent une évacuation rapide des copeaux et minimisent le collage.
2.5 Préparation des arêtes : Les arêtes de coupe doivent rester tranchantes pour réduire la force de coupe et éviter l'adhérence ; un chanfreinage approprié améliore la résistance et empêche l'écaillage des arêtes.
3. Options de revêtement recommandées
3.1 Non revêtu : Dans de nombreux cas, les fraises en bout en aluminium ne sont pas revêtues. Si le revêtement contient de l'aluminium, il peut réagir avec la pièce, provoquant une délamination ou une adhérence du revêtement, entraînant une usure anormale de l'outil. Les fraises en bout non revêtues sont rentables, extrêmement tranchantes et faciles à réaffûter, ce qui les rend adaptées à la production à court terme, au prototypage ou aux applications avec des exigences de finition de surface modérées (Ra > 1,6 µm).
3.2 Carbone de type diamant (DLC) : Le DLC est à base de carbone, avec un aspect arc-en-ciel, offrant une excellente résistance à l'usure et des propriétés anti-adhérence, idéal pour l'usinage de l'aluminium.
3.3 Revêtement TiAlN : Bien que le TiAlN offre une excellente résistance à l'oxydation et à l'usure (durée de vie 3 à 4 fois supérieure à celle du TiN dans les alliages d'acier, d'acier inoxydable, de titane et de nickel), il n'est généralement pas recommandé pour l'aluminium car l'aluminium contenu dans le revêtement peut réagir avec la pièce.
3.4 Revêtement AlCrN : Chimiquement stable, anti-adhérent et adapté au titane, au cuivre, à l'aluminium et à d'autres matériaux tendres.
3.5 Revêtement TiAlCrN : Un revêtement à structure graduelle avec une ténacité, une dureté et un faible frottement élevés. Il surpasse le TiN en termes de performances de coupe et convient au fraisage de l'aluminium.
Résumé : Évitez les revêtements contenant de l'aluminium (par exemple, TiAlN) lors de l'usinage de l'aluminium, car ils accélèrent l'usure de l'outil.
4. Considérations clés
4.1 Évacuation des copeaux : Les copeaux d'aluminium ont tendance à coller ; des conceptions de gorges optimisées (par exemple, bords ondulés, grands angles de coupe) sont nécessaires pour une évacuation en douceur.
4.2 Méthode de refroidissement :
4.2.1 Privilégiez le refroidissement interne (par exemple, Kennametal KOR5) pour abaisser la température de coupe et évacuer les copeaux.
4.2.2 Utilisez des fluides de coupe (émulsions ou lubrifiants à base d'huile) pour réduire le frottement et la chaleur, protégeant ainsi l'outil et la pièce.
4.2.3 Assurez un débit de liquide de refroidissement suffisant pour couvrir la zone de coupe.
4.3 Paramètres d'usinage :
4.3.1 Coupe à grande vitesse : Des vitesses de coupe de 1 000 à 3 000 m/min améliorent l'efficacité tout en réduisant la force de coupe et la chaleur.
4.3.2 Vitesse d'avance : L'augmentation de l'avance (0,1–0,3 mm/dent) augmente la productivité, mais il faut éviter une force excessive.
4.3.3 Profondeur de coupe : Généralement 0,5–2 mm, ajustée selon les besoins.
4.3.4 Conception anti-vibration : L'hélice variable, l'espacement inégal des dents ou les structures à noyau conique peuvent supprimer le broutement (par exemple, KOR5).
Conclusion
Les principaux principes de conception des fraises en bout en carbure pour l'aluminium sont un faible frottement, une grande efficacité d'évacuation des copeaux et des performances anti-adhérence. Les matériaux recommandés comprennent le carbure de type YG ou le carbure à grains ultrafins non revêtu. Les géométries doivent équilibrer l'affûtage et la rigidité, et les revêtements doivent éviter les composés contenant de l'aluminium. Pour les finitions à haute brillance ou les alliages d'aluminium à haute teneur en silicium, des conceptions optimisées des arêtes et des gorges sont essentielles. En pratique, les performances peuvent être maximisées en combinant des paramètres d'usinage appropriés (par exemple, grande vitesse, fraisage en opposition) avec des stratégies de refroidissement efficaces (par exemple, liquide de refroidissement interne).
Fraise annulaire : Un outil professionnel pour surmonter les défis du perçage de l'acier inoxydable
Dans le domaine de l'usinage industriel, l'acier inoxydable est devenu un matériau clé dans la fabrication en raison de son excellente résistance à la corrosion, de sa haute résistance et de sa bonne ténacité. Cependant, ces mêmes propriétés posent également des défis importants pour les opérations de perçage, faisant du perçage de l'acier inoxydable une tâche exigeante. Notre fraise annulaire, avec sa conception unique et ses performances exceptionnelles, offre une solution idéale pour un perçage efficace et précis dans l'acier inoxydable.
Ⅰ. Défis et difficultés fondamentales du perçage de l'acier inoxydable
1.Dureté élevée et forte résistance à l'usure :
L'acier inoxydable, en particulier les nuances austénitiques comme le 304 et le 316, a une dureté élevée qui augmente considérablement la résistance à la coupe — plus du double de celle de l'acier au carbone ordinaire. Les forets standard s'émoussent rapidement, avec des taux d'usure augmentant jusqu'à 300 %.
2.Faible conductivité thermique et accumulation de chaleur :
La conductivité thermique de l'acier inoxydable n'est que le tiers de celle de l'acier au carbone. La chaleur de coupe générée pendant le perçage ne peut pas se dissiper rapidement, ce qui fait que les températures localisées dépassent 800°C. Dans de telles conditions de température et de pression élevées, les éléments d'alliage de l'acier inoxydable ont tendance à se lier au matériau du foret, entraînant une adhérence et une usure par diffusion. Cela entraîne une défaillance du recuit du foret et un durcissement de la surface de la pièce.
3.Tendance significative à l'écrouissage :
Sous la contrainte de coupe, une partie de l'austénite se transforme en martensite à haute dureté. La dureté de la couche durcie peut augmenter de 1,4 à 2,2 fois par rapport au matériau de base, la résistance à la traction atteignant jusqu'à 1470–1960 MPa. En conséquence, le foret coupe constamment dans un matériau de plus en plus dur.
4.Adhérence des copeaux et mauvaise évacuation des copeaux :
En raison de la ductilité et de la ténacité élevées de l'acier inoxydable, les copeaux ont tendance à former des rubans continus qui adhèrent facilement au tranchant, formant des arêtes rapportées. Cela réduit l'efficacité de la coupe, raye la paroi du trou et entraîne une rugosité de surface excessive (Ra > 6,3 μm).
5.Déformation des tôles minces et déviation de positionnement :
Lors du perçage de tôles de moins de 3 mm d'épaisseur, la pression axiale des forets traditionnels peut provoquer une déformation du matériau. Lorsque la pointe du foret perce, des forces radiales déséquilibrées peuvent entraîner une mauvaise rondeur du trou (déviation courante de plus de 0,2 mm).
Ces défis rendent les techniques de perçage conventionnelles inefficaces pour le traitement de l'acier inoxydable, ce qui nécessite des solutions de perçage plus avancées pour résoudre efficacement ces problèmes.
Ⅱ. Définition de la fraise annulaire
Une fraise annulaire, également appelée foret creux, est un outil spécialisé conçu pour percer des trous dans des plaques de métal dur telles que l'acier inoxydable et les tôles d'acier épaisses. En adoptant le principe de la coupe annulaire (en forme d'anneau), elle surmonte les limites des méthodes de perçage traditionnelles.
La caractéristique la plus distinctive de la fraise annulaire est sa tête de coupe creuse, en forme d'anneau, qui enlève uniquement le matériau le long du périmètre du trou plutôt que l'ensemble du noyau, comme avec les forets hélicoïdaux conventionnels. Cette conception améliore considérablement ses performances, ce qui la rend bien supérieure aux forets standard lorsqu'elle travaille avec des tôles d'acier épaisses et de l'acier inoxydable.
Ⅲ. Conception technique de base de la fraise annulaire
1.Structure de coupe coordonnée à trois arêtes :
La tête de coupe composite se compose d'arêtes de coupe extérieure, intermédiaire et intérieure :
Arête extérieure : Coupe une rainure circulaire pour assurer un diamètre de trou précis (±0,1 mm).
Arête intermédiaire : Supporte 60 % de la charge de coupe principale et est dotée de carbure résistant à l'usure pour la durabilité.
Arête intérieure : Casse le noyau du matériau et facilite l'évacuation des copeaux. La conception à pas de dent irrégulier aide à prévenir les vibrations pendant le perçage.
2.Conception de rainure de coupe annulaire et de brise-copeaux :
Seulement 12 %–30 % du matériau est enlevé en forme d'anneau (noyau conservé), réduisant la zone de coupe de 70 % et diminuant la consommation d'énergie de 60 %. Des rainures hélicoïdales spécialement conçues pour les copeaux cassent automatiquement les copeaux en petits fragments, empêchant efficacement l'enchevêtrement des copeaux en forme de ruban — un problème courant lors du perçage de l'acier inoxydable.
3.Canal de refroidissement central :
Le liquide de refroidissement émulsionné (rapport huile-eau 1:5) est pulvérisé directement sur le tranchant par un canal central, réduisant la température dans la zone de coupe de plus de 300°C.
4.Mécanisme de positionnement :
La goupille pilote centrale est en acier à haute résistance pour assurer un positionnement précis et éviter le glissement du foret pendant le fonctionnement — particulièrement important lors du perçage de matériaux glissants comme l'acier inoxydable.
Ⅳ. Avantages des fraises annulaires dans le perçage de l'acier inoxydable
Comparées aux forets hélicoïdaux traditionnels qui effectuent une coupe sur toute la surface, les fraises annulaires enlèvent uniquement une section en forme d'anneau du matériau — conservant le noyau — ce qui apporte des avantages révolutionnaires :
1.Amélioration de l'efficacité révolutionnaire :
Avec une réduction de 70 % de la zone de coupe, le perçage d'un trou de Φ30 mm dans de l'acier inoxydable 304 de 12 mm d'épaisseur ne prend que 15 secondes — 8 à 10 fois plus vite qu'avec un foret hélicoïdal. Pour le même diamètre de trou, la coupe annulaire réduit la charge de travail de plus de 50 %. Par exemple, percer une tôle d'acier de 20 mm d'épaisseur prend 3 minutes avec un foret traditionnel, mais seulement 40 secondes avec une fraise annulaire.
2.Réduction significative de la température de coupe :
Le fluide de refroidissement central est injecté directement dans la zone à haute température (rapport optimal : émulsion huile-eau 1:5). Combiné à une conception de coupe en couches, cela maintient la température de la tête de coupe en dessous de 300°C, empêchant le recuit et la défaillance thermique.
3.Précision et qualité garanties :
La coupe synchronisée à plusieurs arêtes assure un centrage automatique, ce qui donne des parois de trou lisses et sans bavures. La déviation du diamètre du trou est inférieure à 0,1 mm et la rugosité de surface est Ra ≤ 3,2μm — éliminant le besoin d'un traitement secondaire.
4.Durée de vie prolongée de l'outil et réduction des coûts :
La tête de coupe en carbure résiste à la forte abrasivité de l'acier inoxydable. Plus de 1 000 trous peuvent être percés par cycle de réaffûtage, ce qui réduit les coûts d'outillage jusqu'à 60 %.
5.Étude de cas :
Un fabricant de locomotives a utilisé des fraises annulaires pour percer des trous de 18 mm dans des plaques de base en acier inoxydable 1Cr18Ni9Ti de 3 mm d'épaisseur. Le taux de réussite des trous est passé de 95 % à 99,8 %, la déviation de la rondeur a diminué de 0,22 mm à 0,05 mm et les coûts de main-d'œuvre ont été réduits de 70 %.
Ⅴ. Cinq défis fondamentaux et solutions ciblées pour le perçage de l'acier inoxydable
1.Déformation des parois minces
1.1Problème : La pression axiale des forets traditionnels provoque une déformation plastique des tôles minces ; lors de la percée, le déséquilibre des forces radiales entraîne des trous de forme ovale.
1.2.Solutions :
Méthode de support arrière : Placer des plaques de support en aluminium ou en plastique technique sous la pièce pour répartir la contrainte de compression. Testé sur de l'acier inoxydable de 2 mm, déviation d'ovalité ≤ 0,05 mm, taux de déformation réduit de 90 %.
Paramètres d'avance par étapes : Avance initiale ≤ 0,08 mm/tr, augmenter à 0,12 mm/tr à 5 mm avant la percée et à 0,18 mm/tr à 2 mm avant la percée pour éviter la résonance de la vitesse critique.
2. Adhérence de coupe et suppression des arêtes rapportées
2.1.Cause profonde : Soudure des copeaux d'acier inoxydable sur le tranchant à haute température (>550°C) provoquant la précipitation et l'adhérence de l'élément Cr.
2.2.Solutions :
Technologie de tranchant chanfreiné : Ajouter un chanfrein de 45° de 0,3 à 0,4 mm de large avec un angle de dépouille de 7°, réduisant la zone de contact lame-copeau de 60 %.
Application de revêtement brise-copeaux : Utiliser des forets revêtus de TiAlN (coefficient de frottement 0,3) pour réduire le taux d'arêtes rapportées de 80 % et doubler la durée de vie de l'outil.
Refroidissement interne pulsé : Soulever le foret toutes les 3 secondes pendant 0,5 seconde pour permettre la pénétration du fluide de coupe à l'interface d'adhérence. Combiné à une émulsion à pression extrême à 10 % contenant des additifs soufrés, la température dans la zone de coupe peut chuter de plus de 300°C, réduisant considérablement le risque de soudure.
3. Problèmes d'évacuation des copeaux et blocage du foret
3.1.Mécanisme de défaillance : Les longs copeaux en bande s'emmêlent dans le corps de l'outil, bloquant le flux de liquide de refroidissement et finissant par obstruer les rainures à copeaux, provoquant la casse du foret.
3.2.Solutions efficaces d'évacuation des copeaux :
Conception optimisée des rainures à copeaux : Quatre rainures hélicoïdales avec un angle d'hélice de 35°, profondeur de rainure augmentée de 20 %, assurant une largeur de copeau de chaque tranchant ≤ 2 mm ; réduit la résonance de coupe et coopère avec des tiges de poussée à ressort pour le nettoyage automatique des copeaux.
Élimination des copeaux assistée par pression d'air : Fixer un pistolet à air de 0,5 MPa sur le foret magnétique pour souffler les copeaux après chaque trou, réduisant le taux de blocage de 95 %.
Procédure de rétraction intermittente du foret : Rétracter complètement le foret pour dégager les copeaux après avoir atteint une profondeur de 5 mm, particulièrement recommandé pour les pièces de plus de 25 mm d'épaisseur.
4. Positionnement sur surface incurvée et garantie de la perpendicularité4.1.
Défi de scénario spécial : Glissement du foret sur des surfaces incurvées comme les tuyaux en acier, erreur de positionnement initiale >1 mm.4.2.
Solutions d'ingénierie :Dispositif de positionnement laser croisé :
Projecteur laser intégré sur le foret magnétique projetant un réticule sur la surface incurvée avec une précision de ±0,1 mm.Dispositif de fixation adaptatif pour surface incurvée :
Pince en forme de V avec verrouillage hydraulique (force de serrage ≥5 kN) assurant l'axe du foret parallèle à la normale de la surface.Méthode de perçage de départ par étapes :
Pré-percer un trou pilote de 3 mm sur la surface incurvée → expansion pilote de Ø10 mm → fraise annulaire de diamètre cible. Cette méthode en trois étapes permet d'obtenir une verticalité des trous de Ø50 mm à 0,05 mm/m.Ⅵ.
Configuration des paramètres de perçage de l'acier inoxydable et fluide de refroidissementScience 6.1 Matrice d'or des paramètres de coupe
L'ajustement dynamique des paramètres en fonction de l'épaisseur de l'acier inoxydable et du diamètre du trou est la clé du succès :
Épaisseur de la pièce
Plage de diamètre du trou
Vitesse de broche (tr/min)
Vitesse d'avance (mm/tr)
Pression du liquide de refroidissement (bar)
1-3 mm
Ø12-30 mm
450-600
0,10-0,15
3-5
3-10 mm
Ø30-60 mm
300-400
0,12-0,18
5-8
10-25 mm
Ø60-100 mm
150-250
0,15-0,20
8-12
>25 mm
Ø100-150 mm
80-120
0,18-0,25
12-15
Données compilées à partir d'expériences d'usinage d'acier inoxydable austénitique.
Remarque :
Vitesse d'avance 0,25 mm/tr provoque l'écaillage de l'insert. Une correspondance stricte du rapport vitesse/avance est nécessaire.6.2 Sélection du liquide de refroidissement et directives d'utilisation
6.2.1.
Formulations préférées :Tôles minces :
Émulsion soluble dans l'eau (huile:eau = 1:5) avec 5 % d'additifs à pression extrême sulfurés.Plaques épaisses :
Huile de coupe à haute viscosité (ISO VG68) avec des additifs chlorés pour améliorer la lubrification.6.2.2.
Spécifications d'application :Priorité au refroidissement interne :
Liquide de refroidissement fourni à travers le trou central de la tige du foret jusqu'à la pointe du foret, débit ≥ 15 L/min.Assistance au refroidissement externe :
Les buses pulvérisent le liquide de refroidissement sur les rainures à copeaux à une inclinaison de 30°.Surveillance de la température :
Remplacer le liquide de refroidissement ou ajuster la formulation lorsque la température de la zone de coupe dépasse 120°C.6.3 Processus d'opération en six étapes
Serrage de la pièce → Verrouillage du dispositif hydraulique
Positionnement central → Étalonnage laser croisé
Assemblage du foret → Vérifier le couple de serrage de l'insert
Réglage des paramètres → Configurer selon la matrice épaisseur-diamètre du trou
Activation du liquide de refroidissement → Pré-injecter le liquide de refroidissement pendant 30 secondes
Perçage par étapes → Rétracter tous les 5 mm pour dégager les copeaux et nettoyer les rainures
Ⅶ.
Recommandations de sélection et adaptation aux scénarios7.1 Sélection des forets
7.1.1.
Options de matériauxType économique :
Acier rapide au cobalt (M35)Scénarios applicables :
Tôles minces en acier inoxydable 304 Avantages :25 mm) ou à l'acier inoxydable avec des impuretés.7.1.2.
Compatibilité de la queueForets magnétiques domestiques : Queue d'angle droit.
Forets magnétiques importés (FEIN, Metabo) : Queue universelle, système de changement rapide pris en charge, faux-rond ≤ 0,01 mm.
Forets magnétiques japonais (Nitto) : Queue universelle uniquement, queues d'angle droit non compatibles ; nécessitent une interface de changement rapide dédiée.
Centres d'usinage / Perceuses : Porte-outil hydraulique HSK63 (faux-rond ≤ 0,01 mm).
Perceuses à main / Équipement portable : Queue à changement rapide à quatre trous avec billes d'acier autobloquantes.
Adaptation spéciale : Les perceuses conventionnelles nécessitent des adaptateurs de cône Morse (MT2/MT4) ou des adaptateurs BT40 pour la compatibilité avec les fraises annulaires.
7.2 Solutions de scénarios typiques
7.2.1.
Trous de connexion de tôles minces de structure en acierPoint sensible :
Le glissement sur la surface incurvée provoque une erreur de positionnement > 1 mm.Solution :
Méthode de perçage en trois étapes : trou pilote de Ø3 mm → trou d'expansion de Ø10 mmParamètres : Vitesse 450 tr/min, avance 0,08 mm/tr, liquide de refroidissement : émulsion huile-eau.
7.2.2.
Usinage de trous profonds de tôles épaisses de construction navalePoint sensible :
Le glissement sur la surface incurvée provoque une erreur de positionnement > 1 mm.Solution :
Méthode de perçage en trois étapes : trou pilote de Ø3 mm → trou d'expansion de Ø10 mm
Paramètres : Vitesse 150 tr/min, avance 0,20 mm/tr, évacuation des copeaux par étapes.
7.2.3.
Perçage de trous de surface à haute dureté sur railPoint sensible :
Le glissement sur la surface incurvée provoque une erreur de positionnement > 1 mm.Solution :
Méthode de perçage en trois étapes : trou pilote de Ø3 mm → trou d'expansion de Ø10 mm
Assistance : Fixation en forme de V + positionnement laser (précision ±0,1 mm).
7.2.4.
Positionnement sur surface incurvée/inclinéePoint sensible :
Le glissement sur la surface incurvée provoque une erreur de positionnement > 1 mm.Solution :
Méthode de perçage en trois étapes : trou pilote de Ø3 mm → trou d'expansion de Ø10 mm → foret de diamètre cible. Équipement : Foret magnétique intégré avec positionnement laser croisé.Ⅷ.
Valeur technique et avantages économiques du perçage de tôles d'acierLe défi central du perçage de l'acier inoxydable réside dans le conflit entre les propriétés du matériau et l'outillage traditionnel. La fraise annulaire réalise une percée fondamentale grâce à trois innovations majeures :
Révolution de la coupe annulaire :
enlève seulement 12 % du matériau au lieu d'une coupe en coupe transversale complète.Répartition mécanique de la charge multi-arêtes :
réduit la charge par arête de coupe de 65 %.Conception de refroidissement dynamique :
abaisse la température de coupe de plus de 300°C.Lors des validations industrielles pratiques, les fraises annulaires offrent des avantages significatifs :
Efficacité :
Le temps de perçage d'un seul trou est réduit à 1/10 de celui des forets hélicoïdaux, augmentant la production quotidienne de 400 %.Coût :
La durée de vie de l'insert dépasse 2000 trous, réduisant le coût global d'usinage de 60 %.Qualité :
La tolérance du diamètre du trou répond systématiquement à la qualité IT9, avec des taux de rebuts quasi nuls.Avec la popularisation des forets magnétiques et les progrès de la technologie du carbure, les fraises annulaires sont devenues la solution irremplaçable pour le traitement de l'acier inoxydable. Avec une sélection correcte et un fonctionnement normalisé, même des conditions extrêmes telles que les trous profonds, les parois minces et les surfaces incurvées peuvent permettre un usinage très efficace et précis.
Il est recommandé aux entreprises de créer une base de données des paramètres de perçage en fonction de la structure de leurs produits afin d'optimiser en permanence la gestion du cycle de vie complet de l'outil.
1Qu'est-ce que le carbure?
Le "carbide burr", également connu sous le nom de "burr bit", "burr cutter", "carbide burr bit", "carbide die grinder bit", etc.la broche à carbure est un outil de coupe rotatif qui est serré sur des outils pneumatiques ou des outils électriques et spécialement utilisé pour enlever les broches métalliquesIl est principalement utilisé dans le procédé d'usinage brut de la pièce à usiner à haut rendement.
2Le composant du carbure de Burr?
Le type brasé est constitué d'une partie de tête de carbure et d'une partie de tige d'acier brasée ensemble, lorsque le diamètre de la tête de tige et de la tige n'est pas le même,le type brasé est utiliséLe type solide est constitué de carbure solide lorsque le diamètre de la tête et de la tige sont les mêmes.
3À quoi sert le carbure de BURR?
Les déchets de carbure ont été largement utilisés, c'est un moyen important d'améliorer l'efficacité de la production et d'atteindre la mécanisation de l'installateur.Il est devenu un outil nécessaire pour le monteur et le réparateur..
Utilisations principales:
♦ élimination des copeaux.♦ modification de la forme.♦ finition des bords et des charnières.♦ effectuer le fraisage préparatoire pour le soudage de construction.♦ nettoyage des soudures.♦ matériaux de coulée propres.♦ améliorer la géométrie de la pièce.
Les principales industries:
♦ Industrie des moules. Pour la finition de toutes sortes de cavités de moules métalliques, telles que les moules de chaussures, etc.♦ Industrie de la gravure: pour la gravure de toutes sortes de métaux et de non-métaux, tels que les objets d'artisanat♦ Industrie de l'équipement: pour le nettoyage de la nageoire, de l'embouchure, de la couture de soudure de la coulée, de la pièce de forge et de la soudure, tels que la fabrication de machines de coulée, les chantiers navals, le polissage des moyeux de roue dans les usines automobiles,et ainsi de suite♦ Industrie des machines, pour le traitement des charnières, des rouleaux, des rainures et des ouvertures de toutes sortes de pièces mécaniques, pour le nettoyage des tuyaux, pour la finition de la surface des trous intérieurs des pièces de machines,comme l'usine de machines, atelier de réparation et ainsi de suite.♦ Industrie des moteurs: pour lisser le débit de la roue, par exemple dans les usines de moteurs automobiles.
♦Industrie de soudage: pour lisser la surface de soudage, comme le soudage par rivets.
4Les avantages du carbure.
♦ Toutes sortes de métaux (y compris l'acier éteint) et de matériaux non métalliques (comme le marbre, le jade, l'os, le plastique) dont la dureté est inférieure à HRC 70 peuvent être coupés arbitrairement par une corde à carbure.♦ Il peut remplacer une petite meule à béton dans la plupart des travaux, et ne produit pas de poussière.♦ Haute efficacité de production, dix fois supérieure à l'efficacité de traitement de la file manuelle et plus de dix fois supérieure à l'efficacité de traitement de la petite meule à tiges.♦ Avec une bonne qualité de traitement, une finition de surface élevée, la broche à carbure peut traiter diverses formes de cavité du moule avec une grande précision.♦ La corde de carbure a une longue durée de vie, 10 fois plus durable que la coupe d'acier à grande vitesse et 200 fois plus durable que la meuleuse à oxyde d'aluminium.♦ Le carburateur est facile à utiliser, sûr et fiable, il peut réduire l'intensité du travail et améliorer l'environnement de travail.♦ L'avantage économique après utilisation de la baleine de carbure est grandement amélioré, et le coût global de traitement peut être réduit par dizaines de fois en utilisant la baleine de carbure.
5. la gamme des matériaux usinés de carbure.
Application du projet
Matériaux
Utilisé pour le débardeur, le fraisage du procédé de préparation, le soudage de surface, l'usinage au point de soudage, l'usinage de formage, la coulée, l'usinage à la coulée, le nettoyage.
Acier, acier moulé
Acier non dur, acier non traité thermiquement, résistance n'excédant pas 1.200N/mm2 ((< 38HRC)
Structure en acier, acier au carbone, acier à outils, acier non allié, acier à carburation, acier moulé
Acier dur, acier traité thermiquement, résistance supérieure à 1.200N/mm2 ((> 38HRC)
Acier à outils, acier trempé, acier allié, acier moulé
Acier inoxydable
Acier résistant à la rouille et à l'acide
aciers inoxydables austénitiques et ferritiques
Métaux non ferreux
métaux non ferreux mous
de l'aluminium
cuivre, cuivre rouge, zinc
métaux non ferreux durs
alliage d'aluminium, laiton, cuivre, zinc
cuivre, titane/alliage de titane, alliage de duraluminium (haute teneur en silicium)
matériau résistant à la chaleur
Alliages à base de nickel et de cobalt (fabrication de moteurs et de turbines)
Fer de fonte
fonte grise, fonte blanche
Graphite nodulaire / fer ductile EN-GJS(GGG
de fonte blanche recuit EN-GJMW(GTW),
Fer noir EN-GJMB ((GTS)
Utilisés pour le broyage, la transformation des formes
Plastique et autres matériaux
Plastiques renforcés de fibres (GRP/CRP), teneur en fibres ≤ 40%
Plastiques renforcés de fibres (GRP/CRP), contenant plus de 40% de fibres
Utilisé pour la découpage, le fraisage des trous de coupe
thermoplastique
6- Les outils d'assemblage du carbure.
Carbide Burr sont généralement utilisés avec une meuleuse électrique à grande vitesse ou des outils pneumatiques, il peut également être utilisé par monté sur des machines-outils.l'utilisation de la barre de carbure dans l'industrie est généralement entraînée par des outils pneumatiques. Pour un usage personnel, le broyeur électrique est plus pratique, il fonctionne après que vous le branchez, sans compresseur d'air. Tout ce que vous devez faire est de choisir un broyeur électrique à grande vitesse.La vitesse recommandée est généralement de 6000 à 40000 tr/min., et une description plus détaillée de la vitesse recommandée est donnée ci-dessous.
7La vitesse recommandée de la décharge de carbure.
Selon cette spécification, une grande variété de broches de carbure sont disponibles pour les broyeurs.Par exemple: les broyeurs de 30 000 tours par minute peuvent correspondre à des broches de carbure dont le diamètre est de 3/16" à 3/8"; pour les broyeurs de 22 000 tours par minute, des broches de carbure de 1/4" à 1/2" de diamètre sont disponibles.il est préférable de choisir le diamètre le plus utilisé.
En outre, l'optimisation de l'environnement de meulage et l'entretien de la machine de meulage sont également très importants..Par conséquent, nous vous recommandons de vérifier fréquemment le système de pression d'air et l'assemblage d'étanchéité de votre fraiseuse.
Une vitesse de travail raisonnable est en effet très importante pour obtenir un bon effet de coupe et une bonne qualité de pièce.mais si la vitesse est trop élevée peut provoquer la fissuration de la tige d'acierLa réduction de la vitesse est utile pour une coupe rapide, mais elle peut provoquer une surchauffe du système et réduire la qualité de la coupe.Ainsi, chaque type de carburant doit être choisi en fonction du fonctionnement spécifique de la vitesse appropriée.
Veuillez consulter la liste des vitesses recommandées ci-dessous:
La liste des vitesses recommandées pour l'utilisation d'une perceuse à carbure.
La plage de vitesses est recommandée pour différents matériaux et diamètres de broche(rpm)
Diamètres de broche
3 mm (1/8")
6 mm (1/4")
10 mm (3/8")
12 mm (1/2 ")
16 mm (5/8")
Vitesse de fonctionnement maximale (rpm)
90000
65000
55000
35000
25000
Aluminium, plastique
Plage de vitesse
60000 à 80000
15000 à 60000
10 000 à 50 000
7 000 à 30000
6000 à 2000
Vitesse de départ recommandée
65000
40000
25000
20000
15000
Le cuivre, le fonte
Plage de vitesse
45000 à 80000
22500 à 60000
15000 à 40000
11000 à 30000
9000 à 2000
Vitesse de départ recommandée
65000
45000
30000
25000
20000
Acier doux
Plage de vitesse
60000 à 80000
45000 à 60000
30000 à 40000
22500 à 30000
18000 à 200000
Vitesse de départ recommandée
80000
50000
30000
25000
20000